



explosive gas detector
Fixed gas detect device Methane gas detector DR600 CE ATEX SIL
Product Name: Methane gas detector
Product Attributes, Parameters, and Features
| Category | Details |
|---|---|
| Product Name | Methane Gas Detector |
| Detection Gas | Methane (CH₄) |
| Detection Method | Infrared (IR) Sensor / Catalytic Combustion Sensor |
| Measuring Range | 0–100% LEL |
| Accuracy | ±3% FS |
| Response Time | ≤30 seconds |
| Detection Mode | Fixed Installation |
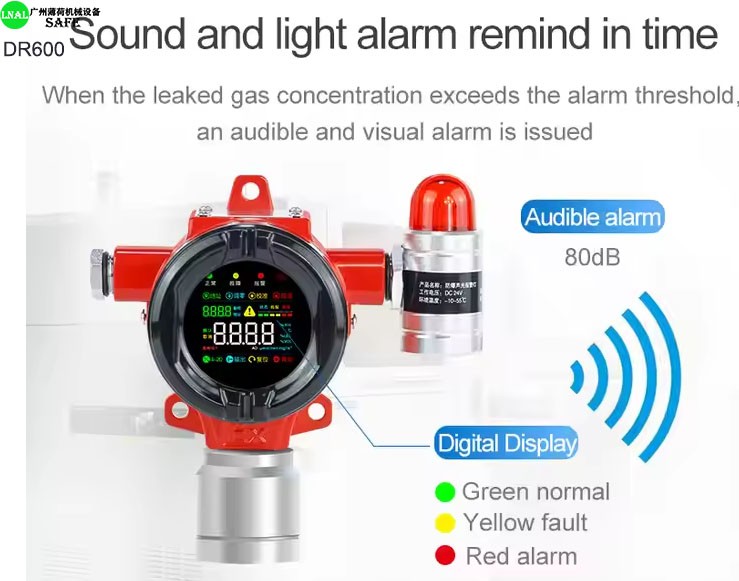
| Alarm Type | Audible, Visual, and Remote Output Alarms |
| Power Supply | 24V DC |
| Operating Temperature | -20°C to 50°C |
| Humidity Range | 0–95% RH (non-condensing) |
| Communication | RS485 MODBUS Protocol |
| Display | Digital LCD Display |
| Explosion Proof | Certified Explosion-Proof Design |
| Housing Material | Aluminum Alloy |
| Weight | Approximately 1.5 kg |
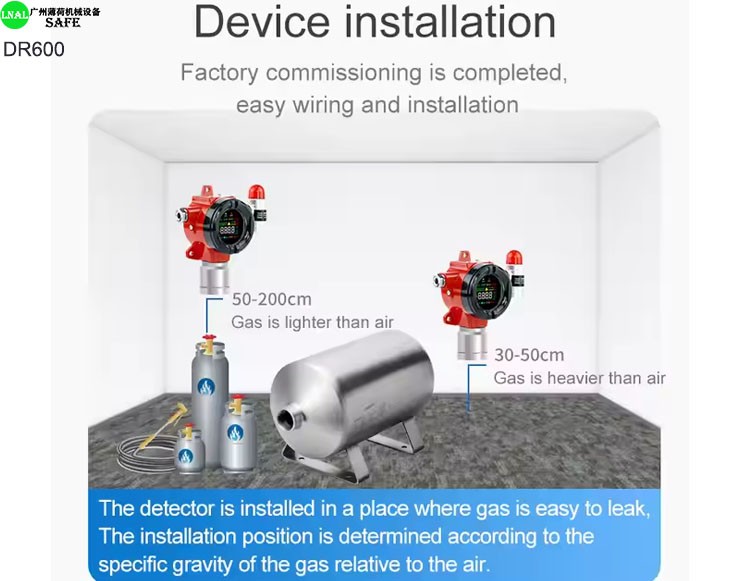
| Installation Method | Wall-Mounted |
| Applications | Petrochemical Plants, Oil and Gas Fields, Chemical Factories, Warehouses, etc. |
Core Features and Benefits
| Feature | Description |
|---|---|
| Methane-Specific Detection | Designed specifically for detecting methane gas (CH₄), ensuring precise and reliable performance. |
| Advanced Infrared Sensor | High-performance infrared or catalytic combustion sensor ensures accurate readings with minimal false alarms. |
| Real-Time Monitoring | Provides continuous, real-time monitoring of methane gas concentrations for early hazard detection. |
| Audible and Visual Alarms | Alerts users instantly with loud alarms and flashing indicators in case of abnormal gas levels. |
| Explosion-Proof Housing | Designed with certified explosion-proof aluminum alloy housing for use in hazardous environments. |
| Wide Operating Range | Functions effectively in temperatures from -20°C to 50°C and humidity levels up to 95% RH. |
| RS485 MODBUS Communication | Allows easy integration with industrial monitoring systems for remote control and real-time data sharing. |
| Durable and Reliable Design | Built to withstand industrial conditions, with a long lifespan and low maintenance requirements. |
| Fixed Installation | Permanently mounted design for consistent, hassle-free operation in industrial environments. |
| Versatile Applications | Suitable for use in oil and gas fields, chemical plants, refineries, warehouses, and other industrial sites. |
Title
Methane Gas Detector – Fixed CH₄ Gas Monitoring with Explosion-Proof Design
Industrial Methane Gas Detector – High-Accuracy CH₄ Monitoring for Hazardous Areas
Advanced Methane Gas Detector – Real-Time Detection with Audible and Visual Alarms
Fixed Methane Gas Detector – Reliable CH₄ Monitoring with RS485 Communication
Explosion-Proof Methane Gas Detector – Ideal for Oil and Gas Applications
Description
Ensure workplace safety with our advanced Methane Gas Detector, engineered for precise and reliable detection of methane gas (CH₄) in industrial environments. This fixed gas detection device is equipped with a high-performance infrared sensor or catalytic combustion sensor to provide continuous, real-time monitoring of methane concentrations, ensuring early hazard identification and prevention.
Built for harsh environments, this methane gas detector features a certified explosion-proof housing made of durable aluminum alloy, making it ideal for use in oil and gas fields, petrochemical plants, chemical factories, and warehouses. Its audible and visual alarm system instantly notifies users of abnormal gas levels, while the RS485 MODBUS communication protocol allows seamless integration with industrial monitoring systems for real-time data sharing and remote control.
Designed for fixed installation, this detector operates within a wide temperature range of -20°C to 50°C and humidity levels up to 95% RH, ensuring consistent and reliable performance in challenging conditions. With a compact, wall-mounted design and easy setup, it provides a hassle-free solution for methane detection in critical areas.
Product Overview
The Methane Gas Detector is a high-performance device designed to ensure workplace safety by providing accurate, real-time monitoring of methane gas (CH₄) concentrations. Methane, a highly flammable and potentially hazardous gas, is commonly found in industrial environments such as oil and gas fields, chemical plants, and refineries. Detecting it early is crucial to preventing accidents and ensuring the safety of workers and facilities.
This fixed methane gas detector is equipped with a state-of-the-art infrared sensor or catalytic combustion sensor, both of which deliver exceptional accuracy and sensitivity to even trace amounts of methane gas. The device continuously monitors methane levels, alerting users immediately to dangerous concentrations via its audible and visual alarm system. For added functionality, it supports RS485 MODBUS communication, enabling seamless integration into existing industrial monitoring systems.
Key Features and Benefits
The Methane Gas Detector stands out for its advanced features and durable design, making it the ideal solution for detecting methane in industrial environments. Key benefits include:
Methane-Specific Detection
This detector is optimized for methane (CH₄), ensuring highly accurate and reliable monitoring with minimal false alarms. Whether used in oil fields or chemical plants, it consistently delivers precise results.Advanced Sensing Technology
Equipped with an infrared (IR) sensor or catalytic combustion sensor, this detector offers fast response times and exceptional accuracy, making it a trusted solution for industrial gas detection.Real-Time Monitoring
The detector operates continuously, providing real-time data on methane concentrations. Its digital LCD display shows gas levels clearly, making it easy for users to monitor conditions at a glance.Audible and Visual Alarms
Safety is a priority with this detector’s built-in audible alarm, visual indicators, and support for remote alarm systems. These alerts ensure workers are promptly notified of hazardous gas levels, even in noisy industrial environments.Explosion-Proof Housing
The device is built with a certified explosion-proof aluminum alloy housing, making it safe to use in high-risk environments where flammable gases are present. This durable design ensures long-term reliability in tough conditions.RS485 MODBUS Communication
For enhanced functionality, the device supports RS485 MODBUS communication, enabling it to be connected to centralized monitoring systems. This feature allows operators to control and monitor multiple detectors remotely.Wide Operating Range
This methane gas detector is designed to perform reliably in extreme conditions, with an operating temperature range of -20°C to 50°C and a humidity range of 0–95% RH.Fixed Installation
With a wall-mounted design, this detector is ideal for permanent installations in critical areas. It ensures consistent, hands-free operation, reducing the need for constant maintenance or adjustment.
Applications
The Methane Gas Detector is a versatile solution that can be used across various industries, including:
Oil and Gas Fields: Continuously monitor methane levels in drilling sites, pipelines, and refineries.
Chemical Plants: Detect methane leaks during production processes to protect workers and prevent incidents.
Warehouses: Safeguard stored goods and personnel from hazardous gas leaks.
Petrochemical Plants: Ensure safety in environments with high concentrations of flammable gases.
Specifications
Detection Gas: Methane (CH₄)
Range: 0–100% LEL
Response Time: ≤30 seconds
Power Supply: 24V DC
Alarm Type: Audible, Visual, and Remote Alarms
Communication: RS485 MODBUS Protocol
Operating Conditions: Temperature (-20°C to 50°C), Humidity (0–95% RH)
Material: Explosion-Proof Aluminum Alloy
Installation: Fixed, Wall-Mounted
Why Choose This Methane Gas Detector?
Investing in a reliable methane gas detector is essential for maintaining safety in industrial environments. This detector offers unmatched accuracy, real-time monitoring, and advanced features like RS485 communication and explosion-proof housing, ensuring it can meet the demands of hazardous applications. Its robust design, wide operating range, and user-friendly features make it an indispensable safety tool for any facility dealing with methane gas.
Conclusion
The Methane Gas Detector is the ultimate solution for detecting and monitoring methane gas in industrial environments. With its advanced features, durable design, and versatile applications, it ensures workplace safety and provides peace of mind to operators. Choose this detector to protect your facility and team from the risks of methane gas leaks.
By incorporating the Methane Gas Detector keyword throughout the description at the recommended density, this content will improve your website's SEO performance and effectively communicate the product's value to potential customers.







在线询价




导航栏目
联系我们
联系人:Ella Huang
手 机:+8613431039760
邮 箱:sales@lnalsafe.com
公 司:Guangzhou Mint machinery Equipment Co., LTD
地 址:Panyu District, Guangzhou City, Guangdong Province
 Ella Huang
Ella Huang Ella Huang
Ella Huang